- Peking Jinyehong Fémkohászati Machanical Equipment Corp Ltd.
- bjmmec@yeah.net
- +86 15201347740/+86 13121182715



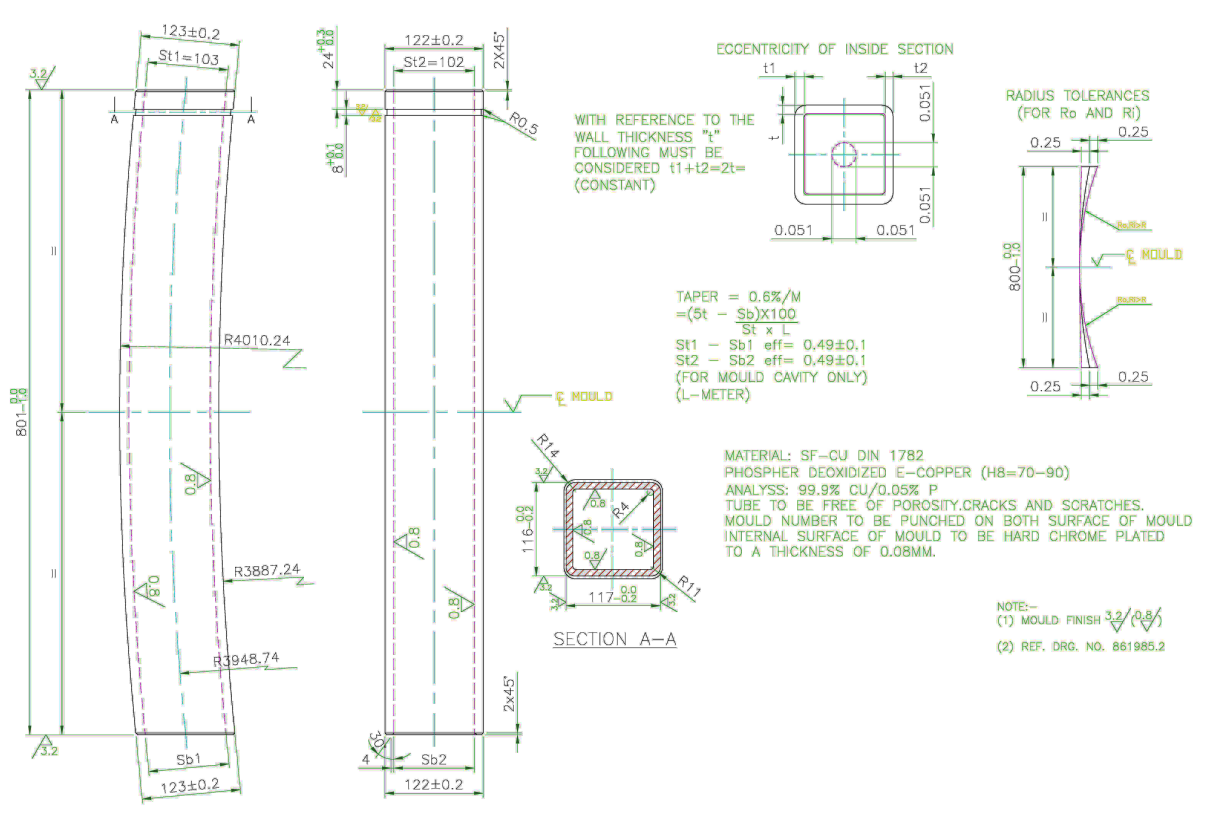
Kompozit réz penészcső
A kompozit bevonat bevezetése
Ez a multi-bevonó rétegre utal. Az IE -t 2 típusú anyagokat sorrendben be kell vonni a rézcsőre. A nikkel-kobalt ötvözet első rétegét a rézcsőre kell bevonni közbenső rétegként, amelynek alapján a króm második rétegét viselésellenes technikának kell végezni:
A kompozit bevonat kemény króm bevonatból áll, az úgynevezett Niclel-Cobalt ötvözet két típusa létezik, amelyek közül az egyik amido-szulfonsav-rendszer nikkel-aminoszulfonáttal és kobalt-aminoszulfonátként nyersanyagként, míg a másik kénsavrendszer nikkel-szulfáttal és nikkeldel és nikkeldel, nikkel és nikkeldel. kobalt mint nyersanyag. Az előbbi jobb, mint az utóbbi a nikkel -szulfát technikájában, ahol a nagy stressz valószínűleg kimarad a bevonatból. Ezzel szemben az amido-szulfonsav rendszer, alacsonyabb stabilitású stresszes stressz.
Előnyök
A nikkel-kobalt bevonat átmeneti rétegként, hogy növelje a folyékony fém élettartamát, más szóval, mivel a réz és a króm tágulási tényezője teljesen eltérő, a fűtés és a hűtés folyamatában a tágulás zsugorodása eredményezi a lemondást. a bevonatból. Ezért a króm bevonat előtt a nikkel-kobalt átmeneti rétege olyan puffert funkcionál, amely mentesül a kimaradó problémáktól, amelyek drasztikusan csökkentik a fűtés és a hűtés folyamatának a bevonatra gyakorolt hatását.
Hőmérséklet : 20 ℃, (1E-6 /K vagy 1E-6 /℃ ℃
| Fém | Tágulási tényező |
| Réz | 6.20 |
| Nikkel | 13.0 |
| Króm | 17.5 |
A folyékony fém élettartama: 8000MT (krómozás)

A folyékony fém élettartama: 10 000MT (kompozit bevonat)

A réz penészcsövek a folyamatos öntőgépek számára kiváló tulajdonságokkal rendelkeznek, az alábbiak szerint:
1. Kiváló kopásállóság;
2. ellenáll a magas hőmérsékleteknek;
3. Jó korrózióállóság;
4. Nagy szilárdság és nagy keménység;
5. jó hőeloszlás